| �� |
 |
|
|
||||||||||||||||||
|
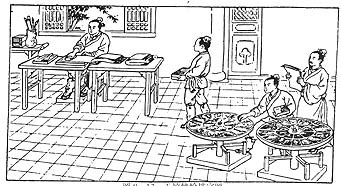
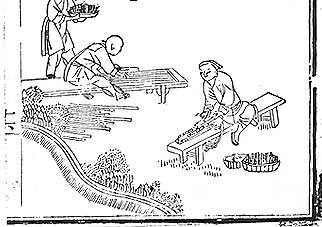
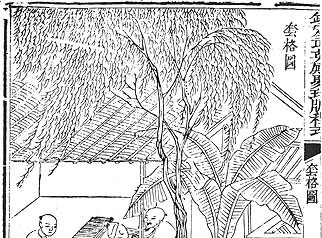
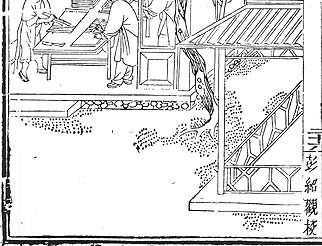
�����ڡ�����ӡˢ���ռ��� �����ӡˢ���й���ѧ����ʷ�ϵ�һ�������ݡ���Ϫ��̸�����أ���������������¼����ص㣺һ��ֱ���������Ͽ��֣���������д��ֽ�Ϸ������ٽ����Կ̣��������ֺ�ȱ���Ǯ���������ִ���������ʵ�P�й������ص�ľ�������������нϴ������ǽ������ŷ���ʢ�����㡢������ֽ�ҵ���������У�Ȼ����������ƽ���Ϻ濾��ʹ���㡢������ֽ���Ƴɵ�ճ�ϼ��ۻ����������ճ���������ϡ� ���������ص������֪����һ����ӡˢ���ն��ԣ��ڵ���������Ͽ��̳��Ѿ������ϰ���֣���Ϊ����һ���̹���Ӧ�߱������������������ڵ����������ֱ��д�������֣������ѷ�ͬһ�㡣����ֱ���õ��ڵ���������Ͽ̳�������������������������顢�����ּ��ա���������ֱ�Ӳٵ��������Ͽ̳����������֣���Ϊһ��ӡˢ����ʮ������ĸ��֡������������������Դ��ױ������ۿ̵���ô������һ�µ�������Ľ��������Ե�����ʮ�����������ֱ�Ե�ʾ��״���ּ������ƺ�����Ϊһ��������Ʒ����Ҳ��������ɫ�����������ֱ�Ե��ȱ���ʻ��ʾ��״����ӡˢ���飬����ѱ����߽��ܡ�ʵ��֤����������ʪ����30%����ʱ���µ���ճ��ɬ��ʮ�����ڿ̳��ʻ���Ե������֡����ԣ�����ֱ�ӿ��̵��Ǿ���һ����ʪ�ȵ���������������������ʪ��Ǹ��࣬�ڿ����ж�������ӡ���ȹ̶��������������߱��λ������飬ֻ�ܷ��������ƽ̨�Ͻ��п��̡�Ϊ��ʹ���������ȶ������ڿ��̣��������ε��Ա�ƽ״Ϊ�ס�������������������֣�����Ǯ�������Ƕ���������ʮ���������������Ǯ������ָǮ��ƽ������Ե�Ϻ����һ���֣�����Լ��4�������ҡ���˺�ȵ����������Ʊ���������Ѹ�١�����ʱ����Ҳ���ȡ����ģ������㡢������ֽ�ҵĹ�������Ϊճ�ϼ���������̶ֹ�������������ӡˢ����Ϊ�����״������ַ�������������ý��м�ľ���̶�ľ���ֵķ�������ͬ����ԭ������ǣ���������ֳʱ�ƽ״�����ý��С�ľ���ȼ�ѹ�̶�������ճ�Ϲ̶�������Ҳ����ʵ�õķ����� ������������������ֵ�����������ӡˢ�������¿����������£� 1.���� ��ֱ���õ������Ͽ��̵����ϣ���Ȼʮ��ϸ�塣����Խϸ��ճ��Խ�ѣ���������������������������������ĽǶ������ۣ�ʮ��ϸ��ģ����������ν�ģ�������й����ó�������ש�ߺͣ������⣢����ʷʮ���ƾá����δ��ռ��ԣ���κͭȸ̨��ַ���˶����ߣ���֮Ϊ�⣬����������ˮ���ղ�������ƣ������ƴ�̨�����������˳�����????�˹����Ӻ����ͣ�������֮���������������ɡ��������ķ����ף��Ŀ�ȫ���843�ᣬ�Ϻ��ż�������1987��Ӱӡ�����ƴ��ij����Ҳ�ܷ���ӳ������ƴ���������������ʱ��������Ƽ����Ƽ����Ѿ��൱���졣�δ������Ӧ�ò����㷺���ҳ�������������ռ����Ƿ��켫�����Ա���ѡ�ó�����Ϊ��������ֵ�ԭ��Ҳ��˳�����¡� ����Ĵ�ͳ�Ʒ������϶࣬ͨ���ǣ���??��������ˮ�У�??֮�����������ڣ�Ȼ�����һ������ˮ���Լж���ʢ�������֮��ٹ����ϸ��ȥ��ˮ����ɡ��������ķ����ף��Ŀ�ȫ���843�ᣬ�Ϻ��ż�������1987��Ӱӡ����ͨ����������ѡ�������Ϻõ�ճ�������չ���ɹ�ɣ��Լ����飬ɸȥ��Ƥ������������У�������ˮ������ཬ�����ཬ�п����ϴ��ɰʯ����ײ��Ʋȥ���ڱ���IJ�Ƥ��������ཬ������һ�ڸ��г��������ཬ���������ϲ���ˮ����ȥ�²���࣬ȡ�м�һ���ϸ������Ϊϸ��ij��ࡣҲ�ɽ�ѡ�õ�����װ��в㲼���У�����������ʢ����ˮ�Ĵ���У����ֲ��ϼ�ѹ��������ϸ���ϴӲ����Ŀ�϶���˳������ڵĴ�������֮���á������е���ˮ�������ȥ�ϲ���ˮ����ȥ�²㺬��ɰ���Ĵ��࣬ȡ�в��ཬ����ɵõ���ϸ�ij��ࡣ�������ķ��������չ���ɹ��Ҳ�ɽ��ཬ���벼����������������ˮ���������������߽�ʢ�г��ཬ�IJ������ڸ���IJ�ľ���У��ò�ľ������ˮ������������ڿ��ֵ�����һ����ﵽ���ڼ�ѹ���͵�ʪ��Ϊ�á���ˮ̫�࣬����ճ�Դ�ճ��ճ�����������㣻��ˮ̫�٣���ѹ����ʱ�����ѣ�Ҳ��������� 2.���� ��������ľ��������������֮��ߦ�ɱ�Ƭ���õ��гɴ�С��ͬ����ȵľ�������������������ʱҪ�����ϵĸ���ս�ʱ�����������ʿ������ڣ������ճɺ�������С���Σ�����Ҫ���������ڿ���ǰ������ë��д�������ֺ��ٿ̣�Ҳ��ֱ���ÿ̵��������Ͽ̳���������������ÿһ�����ֶ���̼�������֮������Ҳ�����ֿ��Կ���20������Ա�ͬһ��ӡ��������ͬ��ʱʹ�á����ֿ̺ú�һ���������ɣ�Ȼ�����Ҥ�����ƣ�����ʱ��ֱ�ӷ��ڲݻ������ƶ��ɡ� �պõ����ֿɰ��Ϸ���ڷţ�ÿһ���ڵ��ֳ���ֽ�ϣ��������Ż��ֵ�ľ�����ϡ� 3.�Ű� ȡһ�������п�����婤����������������Ĵ�С�Դ��ڰ��棬�����ڷ������㡢������ֽ���Ƴɵ�ճ�ϼ�����ȡ����ְڷ��������ڵ�ճ�ϼ��ϣ������������������ź�����ֵ���������ƽ���Ϻ濾����ճ�ϼ����ȳ�����״ʱ����һ��ƽ���������ľ����ڰ�������ֵİ�����ѹһ�£�ʹ����������ʮ��ƽ����Ȼ�������ȴ�ƽ����ȡ�£��������е�ճ�ϼ���ȴ��Ӳ���������ճ���ι̺���Խ���ӡˢ�� ͨ��������������������������ӡˢ���Ű棬���������һ����������ӡˢ������һ���Ѿ���ʼ�Ű档һ��ӡ�����һ���Ѿ�����ϣ����ѭ����������������ӡˢ�ٶȡ� 4.ѡֽ ���������ϸ�������ƶ��ɣ���ī����ī����ľ�ƻ��ֻ�����Ƚϲ����ѡ����ˮ�ʵ͡�����ƽ����ֽ�Ŵ���ӡˢ�Ƚ����룬Ҳ�ɶ�ijЩֽ�����ȴ������⡣ӡ�ŵĴ�С���������ʽ�����ͻ��ľ���Ҫ������� 5.�̰� �����ӡˢ��������ͨ�ķ����������Ͻ��У�ӡ��(����)����̶���ֱ�ӽ�ֽ���ڰ���ӡˢ���ɡ������ʹ�����Ƶ�ӡˢ̨����ӡ��(����)�ö���ճ�潺�ȹ̶���ӡˢ̨�ϣ�ӡˢ��ֽ�̶���ӡˢ̨����һ�ˡ�����������ӡˢ�����У�ֽ����λ����Թ̶����������ڲ������ֿ�����߹���Ч�ʡ� 6.ˢī ����ְ���ӡˢǰ�����ڰ�����ˢ������ˮ��ϡ�ͺ��ī֭�����������һ����īˮ������ʽˢīӡˢ�������ˢī�ķ�������ͨ���ӡˢ����������ͬ������Сëˢ�Ӵ�ī����պһ��ī֭���ڴ����ڣ����ذ��ڴ����д�Ȧ��תʹī���ȣ�Ȼ�����ذ�������ְ����ϴ�Ȧˢī����������ְ����ī������ī�Ծ������棬����ӡˢ�����Ĺؼ�����ˢī��Ҫ������Ҫ���ȡ� ʵ��֤����һ����δ�Ӵ�����ͳӡˢ�����ˣ��������ɵ���ľ�ʵ����ӡ��һ�������ϸߵ��ֻ�����һ����ʹ���¹����ӡˢ���ˣ�Ҳ�����ڶ�ʱ������������ְ��ӡˢ���������������ڶ�����ӡ��һ����������Ʒ������˵�������ӡˢ��һ���˲���ķ�����������һ��������յĹ��գ������������ӡˢ��֮���������ƹ㣬���Ƴ����Ļ��ȷ����ԭ���⣬�������ս������տ���Ҳ��ԭ��֮һ�� 7.��ֽ ����δ���̶���ֽ�ţ����Խ�ֽ���������ƽ�˷ŵ�ˢ��ī�İ����ϡ����ڹ̶���ӡˢ̨�ϵ�ֽ�ţ����������ֽ�ֽ�������ֺ�����������סֽ�ŵ�һ�ˣ�ƽ���ظ��ǵ�ˢ��ī�İ����ϡ� 8.ˢӡ ��������ס���סֽ�ŵ�һ���֣����ְֳ�����ֽ�ŵı���ˢѹ��ʹ����ְ��ϵ�ī��תӡ��ֽ�ϡ���ѹʱ������СҪ���ȣ��Ա�֤����ְ���ÿ���ֶ�������������תӡ��������ʽӡˢǰ��ͨ����ӡ����У������У�������ɴ���ӡˢ�� 9.���� ˢӡ��ɺ����ֽ�ֽ��ӡ���Ͻ��������δ�̶���ֽ�ţ���ŵ�һ�����ɣ�����ǹ̶���ӡˢ̨�ϵ�ֽ�ţ���������Ͻ�ֽ�ŷŵ�ӡˢ̨�м�Ŀ�϶����ʹֽ��Ȼ�´����ɡ� һ��ӡ��ӡ��֮������һ���Ѿ��ں��ֵ�ӡ�棬���ϰ�ֽ���ظ�������ˢӡ���̣�ֱ��ȫ��ӡ��ӡˢ��ϡ����ɽ�ӡ�õ�ֽ�Ű�˳����ۡ��иװ���ɲ��ˡ� 10.��� һ��ӡ��ӡ�����ͬ����һ���Ƶ�ƽ���Ϻ濾�������㡢������ֽ�ҹ��۵�ճ�潺�����ۻ������ֽ������ڵ����������һ��������־ͻ���������������ϲ���մ��һ��ճ�潺��Ȼ���ٽ�����ְ��Ϲ���ŵ���Ӧ���ָ������أ��Ա��´�ʹ�á� ����֮�������ӡˢ���������ġ���Ϫ��̸���������㣬���β�����������������ӡˢ���������Һ�����̨����Ҧ��(1201-1278��)����Ȱ˵����ѧ�������'�������'ӡˢ�δ���ѧ��(����ѧ��)�������鼮�������������� Ǯ��ѵ���й���ѧ����ʷ���������ѧ����ؼ�������һ�ֲ�ֽ��ӡˢ(���뱾)��180ҳ������(ʢ����1290-1333��)�ڡ�ũ�顷�м�¼�˵�ʱ�����˱����ɼ�������Ϊӡ�����У�����ϡ���ཽ�����䶨��ȡƽ���������л��������������������ڣ�������ӡ�塣������ũ���ʮ����ũҵ�����磬������1963��5����һ�棻538ҳ���Լ�������Ϊ�����У����ñ��࣬������������֮������Ҥ���ճ�һ�Σ����Ϊ���ְ�ӡ֮��Ǯ��ѵ���й���ѧ����ʷ���������ѧ����ؼ�������һ�ֲ�ֽ��ӡˢ(���뱾)��180ҳ������ʵ��������Щ�����ӡ������ȱ����Ŀǰ���ܼ����Ľ�����������һ�Ϫ�ĵԽ���(1775-?)����������ּ����������ӡˢ�������鼮�� ����������Ժη�����?ӡˢ�����к��ص�?���ϼ�����������δ����ϸ���ء� ������������Ϊ������ķ�����'������¯����ͭ��ľ��ֱ��ͭΪ��������������ĥ�γ���'������������ľģ������ͭģ���������֣���¯�������ټ���������������������ص��ϵ������ӡ��������������ڣ�1961��4�¡� �ű���������Ϊ�Խ����������ý������ֳɵ����ķ��������Ƶ�������������ģ��Ȼ������������ģ�Ƴ����ķ�������֣����ű��ף����ڵ�����������칤�����⣬��Ȼ��ѧʷ�о��� �����ű��������ղصĵ������������ģ���ִ�����ӡˢ�鼮�Լ�ǰ�˵��о��ɹ����Խ�������ֵ�����˼������Դ�ڡ���Ϫ��̸�������ھ�������������ȴ�������Լ��Ĵ��⣬��������Ƴν��࣬��������ģ������ƻ��ֵĹ��չ��̡� 1.�Ƴν��� ��ȡ�ʵ�ϸ�����ķ����ж��֣�����������Ϊ��㣬Ҳ��Ϊ���á�һ�ǽ�ѡ��õ�ճ���������չ���ɹ�ɡ����飬ɸ��ȥ��֦��Ƥ������������У�������ˮ��������ཬ���������ɰʯ������ϲ��ཬ������һ�ڴ���о��ó��塣����ֱ�ӽ�ճ������ˮ���м�ˮ�����ཬ���������ϲ�IJ�Ƥ������ϸ��ɸ�̳������²㺬ɰʯ�϶���ཬ���ã����ϲ��ཬ������һ�ڴ���о��ó��塣���ǽ�װ��ճ���ļв㲼������ʢ����ˮ�Ĵ���з������࣬��ϸ���ϴӼв����ķ�϶���˳���Ȼ���ཬ���ó��塣 ���ཬ����ķ���Ҳ�ж��֣�һ�Ǵ��ཬ��������гγ�����ˮƲ����������ȡ���ظɣ����ǽ����ཬ����в㲼���й��ڼ����ϣ���ˮ�ִӲ������˳������ǽ�װ�г��ཬ�IJ������ڸ���IJ�ľ���У����ò�ľ�ҽ�������ˮ�����յ�������һ����ﵽ����������͡��ֲ�ʮ��ճ��Ϊ����ʱ������ȡ���ָ�ʪ�ʶ�ʮ�ֱ�������ʱ���õij�����Դ�����ܱյ������ڱ���ʪ�ȣ�����ȫɹ�ɣ���ʱ��ˮ��ͼ��ɡ� 2.������ģ ��ģ����������ʹ���˴�С���ȵ�������ͭ�ܣ�ͭ�ܵ��ڿֱ�������ĵ�����ش�š���š��кš�С�š���С����һһ��Ӧ�� �����ķ����ǣ�����Ӧ��С�ķ�ͭ�����ڵ���ij�����ϣ�ȡʪ�Ⱥ��ʵij��࣬�гɱ���Ӧͭ���ڿ���Сһ�����飬��ͭ�ܵ��Ͽڷ��룬��һ���⾶��ͭ���ھ���ͬ�ķ��������ľ����ͭ�ܵ��Ͽڽ���������ѹ�����������ѽӴ���棬����ѹ�ɰ��������������ģ�ѷ�ͭ����������ʹͭ���ڵ�����������룬Ȼ�����÷������������ѹ�õ�����ģ�Ƴ�������ģ�ĸ߶�һ�������5�������ҡ� ѹ�õ�����ģ��������Ҫ�����Ȼ���ɣ�װ��ϻ����ͻ�����Ƴɵ����̣�������ͨ��ש��Ҥ��ֱ����������Ƶ�С��Ҥ�����ơ�����ʱ����Ҫ�����Է����Ȳ�����ը�ѣ�����ճ��¶���900��Ϊ�ˡ��ճɵ�����ģ���������Ҫ���ߣ���һ���ļ��ַ�ʽ�ŷ����ֹ��С� 3.������� ��Ҫ������Ȼ�Ƿ�ͭ���뷽���룬����ʱ�ķ�ͭ�ܵ��ڿֱ����ش�š���š��кš�С�š���С������ģ���Ӧ������ʱ�ѷ�ͭ����������ģ�ϣ���ʪ�Ⱥ��ʵ����ϴ�ͭ�ܵ��Ͽڷ��룬�÷����뽫��������ѹ���������ϱ���ѹ����ķ����ֺ�����ͭ�ܣ��÷����뽫����������ģһͬ��ͭ�����Ƴ��ֿ���һ������־�ѹ�Ƴɹ��ˡ���˷�����Σ��Ϳ��Ƴ�����������֡�������г��õ�Ӧ��ѹ��һЩ���磢֮���������������ߣ�����Ҳ������Ŀ�ֵȣ��dz������������ѹ��һЩ�� ѹ�õ�����־�������Ҫ�����Ȼ���ɣ�����ש��Ҥ�����Ƶ�С��Ҥ�����ơ����ò��ȷ����ִ��������ַ�����֪����������ֵ��ճ��¶�Ϊ870�����ҡ��պú������־���ĥ�����������ϻ��������෨�շ����ֹ��б��á� 4.�Ű� �ݵ����ڡ���������ӡ��ϲ��ʮ�ϡ��У�ئ��Ӫ��壬����ʮ���ࣻ����ͬ�ǽǣ�����ͬ????��ֱ��ͭΪ�������������������Խ����������ӡ���ࡣ����������������һ���ܱ��Դ������ľ���ͭ����Ϊ���ֵ����̡��Ű�ʱ�����ݴ�ӡ�鼮�����ݣ��Ӵ������ֵ��ּܻ��ֹ���ȡ�������������еذڷ���ͭ���У�ÿ�ں�һ����һ��ͭƬ����Ƭ��������ֱ������ͭ��������Ȼ����СľƬ����Ƭ�����ɵ����ӽ������������ʹһ�����ֳ�Ϊһ�����档�Ը�����б����ڰ�������֣�����С��Ƭ�����ƽ��Ҳ�ɰ������ķ�������ͭ���·�һ�����������Ƴɵ�ճ�潺������������ճ�潺�ϣ�Ȼ��ͭ�����ڻ��Ϻ濾�������������Ļ���������ۻ�ʱ����һ��ƽ���������ľ�尴ѹ���ı��棬����ȴճ�κ�һ��ʮ��ƽ�������������ˡ�ӡˢ��Ϻ�ͭ�����ڻ��Ϻ濾����ճ�潺�ڻ��������������£����Ϲ黹��ԭ�����ֹ����Ա��ٴ�ʹ�á� Ϊ�����ӡˢ�ٶȣ����Ƶ���Ҳ���ձ����ķ�����������ͭ��������ӡˢ���Ű档��һ��ͭ����ӡˢ�У���һ���Ѿ���ʼ�Ű档 5.ˢӡ ӡˢǰ����������ְ�ʪ���������ذ��������ˢ������ˮ��ī�������ʪ�������ʽӡˢ��ӡˢ��������ͨ���ӡˢ������ͬ�����ذ�պī������ְ���ˢī��ˢī��Ҫ���ǰ�����ī�����ֲ�����ī��ֽ����ӡ����Թ̶���ӡˢ̨�ϣ�Ҳ���Բ��ӹ̶����Բ�������Ϊ��ӡ��ˢ��ī��ֽ��ˢ����ֽ��ˢӡ��ӡ�ú�ֽ�������ɡ� һ��ӡ��ӡ�������һ���Ѿ��ں��ֵ�ͭ������ˢӡ��ֱ��ȫ��ӡ��ӡˢ��ϡ� 6.��� һ��ӡ��ӡˢ��Ϻ�ȡ�����������ľ�����ӣ�ȡ�����ڵ�����֡�������ճ�潺ճ��ͭ���ڵ�����֣����轫ͭ������ƽ���Ϻ濾��ճ�潺�ڻ��������ֽ����ڵĻ��ַ��£�Ȼ������ְ��Ϲ���ŵ���Ӧ���ָ����Ա�����ʹ�á� ���α���������ľ����ӡˢ�ij��ԣ���Ϊľ������ӡˢ�л���ˮ���ͣ�ʹ����ߵͲ�ƽ�����������㡢������ֽ�ҵ��Ƴɵ�ճ��ҩ����ճ����治�����ױ�ճ��ҩ����Ⱦ�������������ȡ����֮����ľ����ӡˢ�������ش�Ľ����������鼮ӡˢ�ģ��ִ������ӡˢ�鼮������ʱ��ӡˢ�������ķ�����ϸ����ľ����������ӡˢ���ռ�������������Ԫ����ѧ�������� �����ֲ��ƣ�ɽ����ƽ�ˣ���Ԫʷ���롶��Ԫʷ�����������¼�ɢ���ڰ��ա�������ʡ�ط�־�С����������ξ�������ũ�顷��������������������Ӻ���ʵ�ط���Ļ䣬����������������������������ͨũѧ����еѧ��ӡˢ��������Ԫ�����(1296��)���������(1300��)�ڰ���캵��������ڼ䣬����ũɣ��ʩҩ���ˣ�������·������ũ�顷���ƹ�ũҵ�����������Ƚ�ũ�ߣ�ͬʱ��ľ����ӡˢ�����빤��������������ľ���֣��ڴ�¶���(1298��)��ľ������ӡ�ɡ�캵���־��������ľ����ӡˢ�ľ��弼��д�ɡ������ӡ�鷨�����������ġ�ũ�顷֮��ʹ���˵ÿ�ľ����ӡˢ����֮���У�Ϊ����ӡˢ���Ĵ����뷢չ�����˲���Ĺ��ס� ����ľ����ӡˢ�������ǣ����ľ��ӡ��������ƬΪ�У����ľΪ�֣���Сϸ���˿�������һ�֣���С��������֮�����Դ�С�ߵ�һͬ��ʹ���Σ��ֽԲ�����Ȼ����īˢӡ֮�����Ӽ���ʷ�ĽǶ�������������ũ�顷���ص�ľ����ӡˢ�������ִ��Ļ���ӡˢ���������������ľ���ࡢ����ͭ�Ȼ���ӡˢ����Ȼ�ڲ���ʹ�ü����������������Ľ�������������Ȼ������ľ����ӡˢ��ʽ�������� 1.ľ�ϵ�ѡ���봦��ľ���ֵ�ѡ��������ͬ��������ľ����ľ������ľ����Ӳ���С�������Ϊϸ�塢���ڿ��Ƶ�ľ�ġ�����ʱ��ľ�Ͼ�ɺ���ͬ��ľ�壬���ɺ��������һ�¡� 2.д�Ͽ����Ȱ��ռ����ڿ�����������Ϊ�ϡ��¡�ƽ�ϡ�ȥ�������������ո�������ѡ��Ҫ�õ��֣�У����������д������ѡ�����߸��ݻ��ֵĴ�С������ѡ�����������ű���س�д�á� ����д�õ������ý���ƽ���ط�������ƽ�������ľ���ϣ�������̡�����ʱÿ��֮��Ԥ������죬�Ա�������ء��������ǣ�֮���������������ߣ�����Ҳ������Ŀ�ֵȳ��õ��֣�����Ϊһ�����࣬����д���һЩ���ã�����������ࡣ 3.�������ֿ���֮����ϸ��С������ÿ���ֵ�����С�ĵؾ��һ����������ľ���֣�ʢ���ڿ��ӵ������ڡ�Ȼ����С�õ���ÿ�����ֵ�5��������ƽ��������֮ǰ������һ�����ľ���ִ�С�ı��賓�������������õ�ľ����һһ����������ڽ��в����������������Ҫ����������ֹ�������С� 4.����Ƕ�ֽ��̺õ�ľ���ְ���ԭ�ȵļ��Ϸ�Ϊ��ͬ���࣬��װ��ľ���ڡ�ÿ����֮������Ƭ��ס��ľ�̰���֮����ľ��������Ȼ��ľ�̷��ڼ��ֵ�ת���ϣ����ռ��Ϸ�����������ת��������Ŀ�Ĵ��ֱ�dz����Ա���ҡ� 5.��ת�ּ����õ�ת��һ��ѡ��ɼľ��ͩľ����ľ�Ȳ��ʽ����Ҳ��ױ��ε�ľ�ϣ����������������ľ��̴ľ����ľ����馵�Ӳľ���졣ת�ֵ�ֱ��ԼΪ�߳ߣ������Լ���ߡ�����ֱ���ڴ�ľ���Ͽ����Բ�ε��־ʣ����氲װ�м俪��Բ��֧�ܡ�ȡӲľ�Ƴ����ᣬ������¶˰����ڴ�ľ����־��ڣ��м�̶���֧�ܵ�Բ���У������������־ʿ���ľ�������ӹ�����Բ������������ʹ�������־���Ͻ��ܣ�����ת��ʱƽ������ת������һ����ʣ�����ϰ���װľ���ֵ�ľ�̣�ľ�̰������ϱ�ǵĺ������ΰںá�ת��һ���Ƴ�������һ��ת���ϵ�ľ���ְ����ϵ��������У���һ��ת���Ϸ��������ǣ�֮���������������ߣ�����Ҳ������Ŀ�ֵȳ��õ����֡���������������ת��֮�䣬����Ҫ����ת��������ת�֣�����Ժܷ����Ѱ�ҵ�����Ҫ�Ļ���(ͼ8-13)�����ְ�ӡˢ��Ϻ�Ҫ�����еĻ������¹��ൽԭ��������֮�ڣ�����������ȡ�ֻ��ǹ��ֶ��е��ܷ��㡣 �� 6.���ְѴӼ����ϳ�д�����������Ⳮдһ�ᣬ����ÿ����и��ֶ����к�������ת���ϵ�������ͬ������ʱ��һ�˸������Ϻ���������һ�˴�ת�ֵ����������Ž���ȡ���������Ű�ˢӡ�õ�ľ���ڡ�������ԭ������û�е��֣�����ÿ̹����ֿ��������������ڻ����ϱ�����밴�ż��ֵķ��������ִ�ʹ�õĵ籨�����λ��ĺ��ֱ�����ַ�����ȫһ�£����ַ��෨�����뺺��һһ��Ӧ��û�����룬���൱���ִ��ĺ���ƴ����İ��Ϸ�����ַ����ٶȸ��죬ȷ��Ҳ���ߡ���ȻĿǰ���ǻ���֪���ַ��෨�Ժ������������˶���Ӱ�죬������Ӧ�ó�������һ��ʮ���˲���Ĵ��졣 7.�Ű�(��������)��һ�����ƽֱ��ľ�壬��������ij�������ľ��Χ��һ������������ְ�������ҵ�˳��һ���е��Ų�������������������ұ߷������ľ�ƵĽ�������ľ���ǽ���ʹ���ڵĻ��ֳ�Ϊһ�����档Ϊ�˱�֤ӡ���ƽ����ÿ�����ֶ�Ҫ�����ĸߵ�ƽ������������������������ȵ�С��Ƭʢ���������ڣ����������ڻ�������б�Ͱ�ʱ����С��Ƭ�ĵ��ڸû������棬�Ϳ�ʹ�û���ƽ�ȶ�������ˢӡ�� 8.ˢӡ����ˢպī�����Ž�����ֱ�ڰ����Ͻ�īˢ�ȣ����ɺ�ˢ��ӡ��ˢ��ī��ӡֽƽ���ڰ����ϣ��øɾ�����ˢ˳�Ž���ˢӡ����ӡ���ϵ�ī��ȫ��������תӡ��ӡֽ�ϣ���ӡֽ���𣬷���һ�����ɡ� ľ����ӡˢ�������Ӧ�����㣬������Ӣ����Ϊ�Ի͡�ǰ���ƶ�ʮ������ǧ��ٸ���С��ľ���֣�ӡˢ����Ӣ��������顷һ����ʮ���֣���ǧ���ٶ������д����ʷ������ľ����������ࡢӡ�����IJ���ƪ�¡��ӽ���ն���Ӣ�������ʽ�����������ľ����������ӡˢ�������������ġ������ӡ�鷨����Ϊ�꾡�����ܡ���ѧ���ڹ��չ淶������·�ߡ��������������ֳ�ǰ��δ�е��Ͻ�����ѧ��淶�����ǻ���ӡˢ���ӽ�����ı��֡���ƪ�ܳ���ľ����ӡˢ���ײ���Ϊ�о��й��Ļ���ӡˢ����ʷ�ṩ����Ϊ�꾡�IJ��ϣ�����������ʮ�������й�ӡˢ�����ı����������������Ƶȷ�����������ˮƽ��ҲΪ���������չʷ��д�������һ�¡� 1.����ľ��(ͼ8-14) (1)��ľ����ȡ��ľ�ظ��Լ�ķֺ��ľ�壬�ٽ�ľ������óɿ�һ��ij�����ľ�����������ɡ� �� (2)ƽľ�Ӻ�ȡ������ɺ��ľ��������ľ����ƽ���Ծ�����ְ���Ϊ��Ȼ��ľ����سɿ��ķֵ�ľ�ӡ� (3)ƽľ�ӡ�Ϊ�˱�֤��С��ľ�ӿ����߷��ϱ������뽫ľ�ӷ������Ƶ�ľ���ڼӹ�����ƽ��ľ�ӿ��ȡ�ȡ��һ���Ĵ磬��һ��˷ֵ�Ӳľ����Ӳľ�м俪��һ����һ�硢�����֡��۵�ƽֱ�İ��ۣ���������Ƭ��ڣ��ڿ������۵���һ�ˣ��Ӳ��濪��һ�������ֿ�һ��Ļ����ţ���������Ш�εĻ��š���ʮ���ľ�Ӳ����ڰ����ڣ��û��ż�������ľ�ٽ�ľ��������������Ƭ�IJۿ�ƽ��Ϊ������������۵���������֣������ٳɺ��ľ�ӿ���Ҳ�����֡���ƽ��ľ�Ӹ߶ȡ�ȡ��һ���Ĵ磬��һ��˷ֵ�Ӳľ����Ӳľ�м俪��һ�������֡����߷֡��۵�ƽֱ�İ��ۣ���������Ƭ��ڣ���������Ш�λ��ŵ��Ʒ���ƽ��ľ�ӿ��ȵ�ľ����ͬ��������ƽ���ȵ�ʮ���ľ���ŷ��ڰ����ڣ��û��ż�������ľ�ٽ�ľ��������������Ƭ�IJۿ�ƽ��Ϊ������������۵�������߷֣������ٳɺ��ľ�Ӹ߶�Ҳ���߷֡�һ��ľ�������ظ���������ƽ�����Ƴ���ľ���ں�ȡ�������߶��Ͼ��ﵽͳһ�ı�������ƽľ�ӵķ����Ƴ���ľ�ӣ����������ȿ��ֺ�ظ���ƽ�����Ƴɵ�ľ���־��ȸ��ߣ��������ո����Ƚ�����ƽСľ�ӿ��ȡ�Сľ�ӵĺ�Ⱥ߶����ľ����ͬ�������Ƚ��ж��֡�ƽСľ�ӿ��ȵ�ľ�����ڳ�һ���Ĵ磬��һ��˷ֵ�Ӳľ�м俪��һ����һ�硢����֡��۵�ƽֱ�İ��ۣ���������Ƭ��ڣ��ڿ������۵�һ�ˣ����������ţ���������Ш�εĻ��š���ʮ���ľ�Ӳ����ڰ����ڣ��û��ż�������ľ�ٽ�ľ��������������Ƭ�IJۿ�ƽ��Ϊ������������۵�����Ƕ��֣������ٳɺ�ľ�ӵĿ���Ҳ�Ƕ��֡�����ľ��ʱ������������ݣ������������ػ��ٵù������ľ�ٽ��������ڲۿ��ϵ���Ƭ�� (4)ľ�Ӽ��顣��ͭ�Ƴɴ�С���ַ�©�ӣ��ڿյĴ�С�ֱ����С��ľ�ӵijߴ��������ƽ���ľ�ӷֱ��ô�Сͭ©��������飬�����Ϳ��Ա�֤ľ�ӵĴ�С����Ԥ����������ľ��֮����������ľ�����ķ�������������������һ�������ȼܵ����ɣ���������ȡƽ���Ծ�����ְ���Ϊ��Ȼ���س�ľ�ӡ�ÿ��Լ���ķ֣�Ԥ��Ӳľһ�飬��һ���Ĵ��һ��˷֣����ڲ�һ�����ڿ�һ�磬�����֣���ǽ��ƽֱ����ǽ������ڣ�������ǽ�ڿմ�������ľ��ʮ�����Ų��ڣ��û��ż�����֮����ƽ�ۿ�Ϊ�ȡ��Dz���������ľ���ྻ�����֣���������ȵ�����ľ��һ�����䷨��ǰ������֮�����ֶ������߷֣���ľ�������ڲ��ڣ���֮ƽ�ۿڣ����ֱ��֮��������ľ��ÿ������ְ��壬�����֣�ֱ���߷֡�Сľ�Ӻ��������ľ����ͬ����ֻ���֡���ǰ�������������������ľ��һ���������ټ��á������ٱ�����ݣ�������̫�����ٳ�����ۿڡ������������ͭ�ƴ�С©�Ӷ������пշ������Сľ���������ľ�����©������֮���ӡ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� 2.���� ����Ҫ���̵���������д�����Ȼ��и��ӵı�ֽ�ϣ�д�ú����ֲÿ���������ľ�ӵ����档Ȼ��ľ�ӷ���ר�ÿ��ֵ�ľ���ϣ��û����Ž����Ϳ��ɿ̹������Կ��ˡ�����ľ�����Ʒ��ǣ���һ���һ�硢����硢���Ĵ��Ӳľ���м��ڳ����������������ֵİ��ۣ�ÿ�ۿ���ľ��ʮ����������ľ���Ͽ����������Ų۲�������Ш�εĻ��ţ�ľ�ӷ�����ڣ��û��Ŵ��������룬��ɽ�ľ�Ӽ�����Ȼ��Ϳ������Կ̵��һ�����п����ˡ� ���֣�Ӧ��֮���ո�д���ֺ����ֲÿ�����ֽ����ľ��֮���档��ľ��һ������һ�硢����硢���Ĵ磬���ڲ������������֡������֣�ÿ�ۿ���ľ��ʮ���������û��������������Կ��������졣������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� 3.�ֹ������þߵ����� (1)���ֹ��տ����ֵ��ʮ����֧���෨�������ֱַ�������ʮ����ľ���С�ÿ��ľ�������ߴ磬�����һ�磬����Ϊ���߶��磬ľ���ȸ�һ����磬ÿ��ľ���䱸һ��ľ�ʣ�ľ�ʵĸ߶�����ȵĸ߶���ȣ��Ա�վ�ڵ�����ȡ�֡�ÿ�����������ٸ����룬ÿ�������Ϊ��С�˸����ӣ�ÿ�������з����С��ĸ�����֣��ڸ�������������д����������ĸ������ij��ij�ּ��ʻ�����ȡ��ʱ�Ȱ���ƫ��֪�����������IJ������ĸ������У��ٲ�ʻ�������֪���ַ����ĸ������ڡ�����֮����Ҫ�������ֱ��ȡ������Ƨ����ƽ��ʹ�ò��࣬�����ٿ̣�������һ��Сľ���ղء���Сľ����ڴ�ľ������棬����һĿ��Ȼ������Ҳʮ�ַ��㡣 �ֹ��տ����ֵ��ʮ��֧������ʮ��ľ������ߴ磬�����һ�磬������߶��磬���һ����硣ÿ������ľ��һ��������������룬�Ա��̤ȡ�֡�ÿ����������ٸ���ÿ��ִ�С�˸�ÿ������С��ĸ���ģ����дij��ij�ּ������ڸ���֮�档ȡ��ʱ���Ȱ�ƫ��Ӧ�ںβ���֪���ںι��ٲ黭����֪���ں��룬�編��ϰ�����ֲ�ˬ��������Ƨ֮�֣����ò�����������٣���������С�����ڸ���֮�ϣ�����һĿ��Ȼ��������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (2)��۰档�ø�����ľ������ڿ��Ŵ���֡����ߴ��߷֡���һ�����֣���ڿ��ߴ����֡������˷ְ��塢����ֵij����β۰档�ڲ۰���Ľǰ���ͭ�ǣ�ʹ����Ӽ�����á����۰棺�ó��ľ�����̣���ڿ��Ŵ����.�������ߴ��߷֣���һ�����֣��������ߴ����֣��������˷ְ��壬����֡�������ͭ�������ڼ�̡�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (3)��һ��ͨ�����������ľ����ľ�����ɿ���ֳ����˷ְ��壬��һ�ֵ�ͨ��ľ�����ɸ��������������д��ֿ����д���ʱʹ�á�������ÿ�п��ķ֣������ֽ������֣������־�����ÿ���������հ�֣����кϼƿ�һ�֣���������֮�����һ�ֿ��ļ������÷���ÿ�п��ķֵ�Ҫ�� һ��ͨ��ľ�������ľ����ľ������Ƭ������֡������˷ְ��塢��һ�֣����������д��ֿ����д��ּ��ô˼аڡ�����ÿ�ж���ķ֣�������ľ��ֻ�����֣���֮������ÿ��֮�������հ�֣����м�֮��Ͽ�һ�֣�����һ�ּ�������ǡ�ϸ��ߡ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (4)�ư��ͨ�����������ľ����ľ�Ƴɿ���֡������˷ְ��塢���ֵ�ͨ��ľ�����ɸ�������������С�ֿ����д���ʱ�������ʹ�á�����ÿ��С�ֿ����֣�˫���������ÿ��ķ֣�����ijߴ����������������������������Ա߿��Ŵ��֣�����֮����а�ֿ��Ŀ�϶����ʱ���ÿ��Լ����ֿ���ľ���� ���ͨ��ľ����������ǰ���֣�������С�ֿ����д������ôˡ���С��ľ��ÿ�������֣�˫���Ű�����ķ֣��ߴ��������������ԭ�������������������֣������а��֮�մ��������ð�ּ�����������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (5)һ�ֳ��̼��������ľ����ľ�Ƴɿ���֡���һ�֡����ȴ�һ����������ʮ����ֹ�ij���ľ�����ɸ�������˫��С�ֵ�������Ŵ��ֶ��Ա�һ��Ҳ�Ǵ���ʱʹ�ã������������ټ��볤�̲�ͬ��ľ���� һ�ֳ��̼�������һ�֣�����һ��������ʮ��ֹ����˫��С���������ֶ�������ϵ����������֮��ѳ��̼��á�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (6)�ư�ֳ��̼��������ľ����ľ�Ƴɿ���֡������塢���ȴ�һ������ʮ����ֹ�ij���ľ�����ɸ�������˫��С�ֵ��Ա�һ���Ǵ���ʱʹ�ã�����ľ���ij��̸���������������������Ա߶���С�����ü����ཬ����ķ���Ҳ� ��ֳ��̼����������壬����һ��������ʮ��ֹ������������˫��С�ֶ�����ϵ�������ôˡ��䳤�������ּ��ã����Ա߾�ϵС�֣���ȫ���ü�����Ȼ�ϸ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (7)�ƶ�ľ������ľ�Ƴɸ���֣������ֻ���֣����ȴ�һ������ʮ����ֹ�ij��̵ķ�ľ�����ɸ����Ű�ʱ�������������ֵĿ��У�����ݿ��еij���Ƕ�벻ͬ���ȵĶ�ľ���������еĻ��־ͱ��̶�����Ե�λ�ö��������ƶ��� ��ľ�����������ֿ���֮��������Ƕ�������ƶ�����ν��ľ������ľ���ɷ���������֣����ڴ�����������֣�С����������֣�����һ��������ʮ��ֹ��������ִ������̼�ϳߴ�Ƕ�����ֿ��д���������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (8)������ľ������ľ�Ƴɸ���֡������˷ְ��塢���ķֵ�ľ�����ɸ������������ھ���ʱ���ͷ�������ľһ������Ӧ����İ��ġ�������Ӣ��ľ����ӡˢ����������ְ�ֿ���ӡ�Ĺ��գ��ڻ��ְ��ԭ���Ĵ�����һ������ֵ�����ľ������ʹȫ��ľ���������Ϊһ�������İ��档 ����ľ�������������м���������ľһ����������ľ������֣������˷ְ��壬���ķ֣��˼���֮���Ĵ�Ҳ��������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (9)�����̡�����ľ���ɵĿ�һ���Ĵ硢���˴硢����ֵ�����(����)������Ƕ����ʮ��ľ���壬�γ���ʮ�����ķֵĿղۣ�ȡ�ֻ����ʱ�����ֽ�ľ���ַŵ�ľ����֮�䣬ľ�ӾͲ��������������㵹(ͼ8-15)�� ���̵�������ʹ�ã�����Ӣ��ľ����ӡˢ������һ�����ص��������������̼��֣�һ�����õ�ͬһ���֣�ֻ���һ�γ����ľ����һ��ȡ��������ȡ����ľ�ӷ�����ľ���������н������������㵹�����ӻ��ң�����ʹ�����̿�ͬʱ�ӿ���������ֵ��ٶȣ���߹���Ч�ʡ� ���̣�����ľ�����̣���һ���Ĵ磬���˴磬����֣���Ƕľ����ʮ���������ķ�������ȡ�ֹ�����ʱ����ľ�������µ��ҡ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (10)��������ľ�Ƴɿ��ߴ��߷֡������ŷְ����ľ�壬�ڰ��ڿ��ϱȲ۰����ÿ�ߴ��ֵı��ߣ����İ������鼮��ʽ��ÿ���̳�ʮ���и��ߡ�ÿ�п��ķ֣�����Ҳ���ķ֡�������������ҳ����У�������������������̺ã���ӡˢ��ʱ��������Ƕ�����һͬˢӡ(ͼ8-16)�� ������ľ��ÿ������ߴ��߷֣������ŷְ��壬��۰���ڻ�һ����Χ�ſ����Ϊ�ߡ��������鼮ʽ��ÿ����ʮ���У�����ÿ�п��ķ֣���������ķ֣�����Ӧ��֮������������ҳ����У�����������п��ͣ�����ʱ��Ƕ���ġ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� 4.���� �Դ�ӡ�ĸ��ڵ���������ͳ�ƣ�ȷ��ÿ�������ö��ٸ�������ͳ�ƺ�������һ��ֽ�ϣ����������ֹ��н���Ҫ����ȡ�����������У�Ȼ�����ĸ��˳�������壬�������е�ľ���ְڷ��ڲ۰��ڣ�ÿ����һ�з���һ����ľ�����ڴ�С�ֻ��ż��пյ�ʱ�����벻ͬ��ȵļ�������ľ�ȣ�һ��۰������������һ��С��ֽ��д��ij��ij��ijҳճ���ڲ۰��ϣ��Ա���Һ˶�(ͼ8-17)��һ��Ĵ����飬һ��һ��ɰڶ��棬С����ÿ��һ��ֻ����һ�档���ĸ��е������ֹ�����д����ͬʱ��Ҫ��ϸ���Ա��ϡ�������һЩ���ܹ���ƫ�����ף��ֲ��ײ��ҵ��֣���ʹ���ֵ��еIJ��ż��ַ�����Ϥ֮����ȻҲ���������ա� ���飺���ô�ͨ������������֮�˷ָ����ԭ��ͳ������ij�������ɸ���������ۣ�����һ��������ȡ�������������֮�ڣ�Ȼ���ո�˳��������ϼ�������ľ�Ű��ڲ۰�֮�ڣ�����С��ǩдij��ij��ijҳ���ڲ۰�֮�ϣ��Ա��ǡ�����������ÿ��һ�տɰڶ��棬С����ֻ�ɵ�һ��֮��������ij�ּ�ͬij�֣����ֹ��У����ظ��ô���һ���ֻ�ԭ����д�����ֹ���д����ͬ��ʵ��һ���ߣ��㲻�ɲ�����ͬ�����������֮��Ҳ�������в���ƫ�Զ�δ���֮�֣����ֵ��в��š�������Ա���ϰ֮���Ե����ԡ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� 5.��� ľ�����侭���ƽ������ʪ��������������һ�������źõİ���ߵͲ�ƽ���Ե����ڰ����ľ�ӣ����Ƚ�����ȡ�������µ�����Ӧ��ȵ�ֽ����Ȼ����ƽ���� ����ӡˢ�У���ƽ������һ��ʮ����Ҫ�Ĺ������Ի��ַ������������в�����Ϊ������Ŭ�������δ��ı�����ʹ�ý�����ַ������������Ĺ������ϣ���ƽ��ʹ��������������ƽ�彫����ѹƽ��Ԫ���������������õ�С��Ƭ�ĵ��ڻ��ֵ����棻���⡶ũ�顷�л������˽����ַ���ϡ����ѹƽ��ŵ�Ҥ���ճ�������棬�Լ������ַ����ۻ�����������ƽ�尴ѹƽ���ȷ���������������ƽ������ķ�������Ӣ��ĵ�淽����Ϊ��㣬�ߵͿ���Ҳ��Ϊ�����ַ������ִ���ӡˢ�еģ��µ淨��������ͬ�� ��棺ľ���䰴ʽ����Ȼ��ˢӡ֮��ʪ���ȣ���ľ�Ծ����������ʰ���������䲻ƽ֮���������ֳ������ֽ�������漴��ƽ����������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� 6.У�� ÿ����ְ��ƽ֮������ӡˢһ�Ų�������У�ԣ��緢�ִ��ּ���Ҫ�ƶ��IJ��֣��������г黻��Ȼ����ˢһ����������У�ԣ��������������Ϳ�����ʽӡˢ����������Ӧ��ʱ�����ֹ������ء� ��ÿ���ƽ֮��ӡ����һ��У�ġ������Ƹ��Լ����֣���ʱ�黻��ˢ��������ֽУ�ף�����ˢӡ������֮�֣��Լ����ڱ����ڡ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� 7.ˢӡ ��Ӣ���鼮��ˢӡ����������ӡ��ɵģ���˱�Ȼ���������Ƶ�ӡˢ̨�����뽫ӡˢ��ֽ��ӡ����й̶�����������עĿ���ǣ���Ӣ����ӡˢ���ϵ�ʹ���ϲ����˶���������������ɫ������������Ľ�������ӡֽ����������һ���Ĺ涨���ⲻ���ܼ���ӡˢ���ϵ��˷ѣ�������ͨ�����ϵĹ����ﵽ���Ʋ�Ʒ������Ŀ�ġ� (1)ӡ��ӡ�澭У�����������Ҫӡ���鼮������������ӡ����Ӧ��������ӡˢ�������ִ�����б����������õ��Ǯ���ù㽺���֡�����ˢ�����������Ǯ��֣��컨ˮ��Ǯ����ܸ�ķ֡������������ٻ�һǮ����ĩһǮ���㽺���֣����������ۻƶ�Ǯ��֣���ܸ�������壢��ˢ�����ÿ��ƪ������һǮ���Ƶ�һǮ��������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� (2)ˢӡ����ӡ�ú���ֽ����ӡ�ľ���ҳ�������ڴ�ӡ�۰��ϵı�ǩ�˶ԣ�����������Խ���ӡ�����ֽ�����ӡ�۰�̶���ӡˢ̨��ˢīӡˢ����ӡˢ�����У��������ʪ�ȵ�������ľ����ī����������ͣ���ʹ����ߵͲ�ƽ����ʱ������ͣӡˢ���Ѳ۰����ͨ�紦��īˮ�Լ������ټ���ӡˢ����ӡ�Ǿ���ʹ�õķ�����һ��������ɫ�ķ�������ͼ��ӡˢֻ��żȻ��һ�£���ľ������ÿһ��ÿһƪ������ɫ��ӡˢ���ɣ����Զ��鼮�е���һ��ī�����������ò��ʴ��£�Ӧ���ɼ��վ�տ���˽��в����� ˢӡ�����У��֮����ǰ���������ˢӡ��ֽ����ij��Ӧˢ���ɲ�����ÿ��Ԥˢ��ֽ�����š��潫����֮�۰��Է�ǩ���ֽ����ҳ���������ˢ�����ɳ��顣��������������ˢ��ʱľ����ī�ǣ�����Ϊͣ�֣������̷���Ƭ�̣���Ϊˢӡ����(��)��ˢ����ϵ������Ȼ��֮�ڻ�ͼ����ɫ�ױ�żΪ֮����������ƪ�ôˣ�����ī�����߾����ò��ʴ��£��������վ���Ϊ֮��������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ�� 8.���� ÿ��ӡ��ӡ��֮��Ӧ������ӡ���ڵ�ľ��ȡ����ľ�ֵķֲ���ƫ�ԡ��ʻ��ȷŻ����̣��ٴ����̷Ż��ֹ�ij����С�����ȡ�ֻ��ǹ��ֶ����밴�շ���ֱ��ŷţ����������������ڴ��š�������ʹľ���������ܶ࣬Ҳ������úƷ����ӣ���������л�代���ãȻ��Ѱ�٣�ȡ��Ҳ�Ͳ��ܵ���Ӧ�֡����⣬ÿ�����ĩ�Դ�ŵĻ�������飬һ����������ȱ����һ����ҲΪ�˾������Ż������� ���ࣺÿ��ӡ��֮�����۰������Ӿ���������������ּ���������֮�ڣ�Ȼ������ԭ�롣��ȡ�ֹ��ֳ��룬���밴������������ǧ����֮�࣬�����Ʒ�����������代���ã���ļʣ�ȡ������Ӧ��?����ÿ����������һ�Σ�����������������������³��֮���ӡ�������ն���Ӣ�������ʽ���ն��Ŀ�ȫ���673����708ҳ 9.������ת�취 ���ڿ�ӡ���鼮���һ�����õ���Ҳ�������ء���Ȼ���ּ������ֿ��˲��٣���������Ų�������ʹ���а���ƵĻ��֣�Ҳ��Ȼ���ڰ�ӡˢ��Ϊ�˽���顢���ࡢ��桢У�ԡ�ˢӡ�мƻ��ؽ����˰��ţ������ˣ�ʮ����ת������������������˻��������ʣ���������˹���Ч�ʡ�
�������й���������ӡˢ����ʢʱ�ڣ���Щ���������������?��μ���?��ΰڰ�?���ʹī?���ˢӡ?����δ�ж��ۣ���νӡˢʷ��һ�������� ���ִ��������ӡ���������Կ̵Ŀ�����������������ݵ�ͭ����ӡ����������顷��ʮ�ģ����������˶�����ҳ��103�����У��غ�2�ε����С����������á��������������á����������������������Ρ��������������ڡ������ߡ�����͢�������ġ������ܡ�����ʹ�����غ�3�ε����С��ˡ��������������ȡ����غ�5�ε����С�֮��������Щ�غ��ֱַ�ӡ������Ƭ����Ͷ�䵽��Ļ�ϣ��ƶ���Ƭʹ��Щ����ص������������Щ�غ���֮����ܴ���ȫ�����ų�����ͬһĸģ������������ɵĿ��ܣ�Ψһ�ķ���ֻ������д�Կ̡� ������������1552��ӡ�ɵ�ͭ������ӡ����ī�ӡ���֮һ����ʿ��һ������ҳ��ʮ������ӡˢ��ͭ����ӡ���������ڻʵۼ����о��ϡ�����ϲ�긳������ҳ��1728����ͭ������ӡ�ġ��Ž�ͼ�鼯�ɡ�Ŀ¼���ִ����������麣����ͭ����ӡ����ͭʫ���������м�⣬���������Щ����ȫ�����ֹ��Կ̡�����Ϊ�������㶫�������������ǽ������ɡ� ��ˣ��������Կ̷����ǽ������������й��Ŵ��Ľ������������з��ӹ��Լ������á� 1.�������ֵ��Կ̹��� (1)�Ʒ���Ϊ��֤�Կ̳��Ľ������ִ�Сһ�£�����������ز����١��շ�Ӧ��������������ģ�ߣ������������������Ƚϸߵ�����������Ҳ�ܷ���ʹ�á��շ����Ʒ����ȰѺ�̲ϸ������ͷ��ĵײ㣬��������һ��ϸ���࣬��ϸ����������ӡˢ�õ����ĵĴ����ĸ��ע���õ�С����ĸ������ѹ���°�������ģ������ģѹ�ú����ͷ��ڿ������ڣ����ɺ����Ҥ���ճ��շ��� (2)����������һ������������ͭ���������������������ͻ�����Ƴɵĸʹ��У����ʹ�����ұ���õĺ�¯�ڼ��ȡ��������ۻ���ȡ����飬����Ҫ����ɽ��ʹ��Ӻ�¯��ȡ�����н�����Ϊ�˱�֤������������������ǰһ���轫�շ�������һ���¶ȡ�����֮���ʵ����£�Ȼ�����շ�������ȴ������ȴ�ٶȲ���̫�죬����Ӱ���������������������շ���ȴ��һ���¶Ⱥ��շ���ȡ��������������ȥð�ڵ�����֮��ٽ���������ƽ������ɽ����Կ̡� (3)�Կ̡�ȡ����ƽ�����������ڿ�����Ϳ�ϰ�ܸˮ�������Ķ�ֲ�コ������ָպ�Ʒ�����ͭ����Ϳ�н�ˮ�ĵط���һ�£�ʹ�Ƶ��۾��ȵ�ճ��ͭ�����ϡ���ˮ���������ë��պī�ڻƵ�����ֱ��д������(��Դ��¸����������˵��һ����Ϊ������)��ī�ϸɺ��ɿ��ơ�Ҳ���ñ�պ�����ܸ���ĻƵ���ֱ����������д�������֡� ����ֻ�з���ר�ŵ�ӡ���вű����Կ̡�ӡ������Ӳľ������ͭ���Ƴɣ�����ӦΪ���а��۵ľ����һ�οɷ��������϶����������������������߹���Ч�ʣ�����ӡ�����ȣ��Ȳ�Ӱ��ƽ��ת�����ֲ����������������ƶ����Կ̽������ֵĹ�����һ������ĸ��ɣ���Щ���ɵ��п��ж�����״���ֱ������ɡ������ȣ�ʮ����㡣����ʱһ�����ֳ������ɿڶ����䴦�������մ�������ɶ�����ʹ������ǰ������ȥ����Ҫ�IJ��֡������ɺú���ӡ�ϸ�����ղ������Ż��ֵ�ľ���С� 2.�����������칤�� (1)��ľ��ĸ��ȡľ��ϸ��Ļ���ľ������ľ�ϣ��ɰ�����ľ���������������Կ̺���Ҳ�ɽ���ƽ��ľ���Ⱦ��һ������С��ͬ��ľ������������ƽ������������ϱ�������д�ֵı�ֽ���ٽ�ľ�����ڷ���ͭ��ľ�Ƶ�ӡ���ڣ��û��Ż�ľ���������Կ�֮���̺õ�ľ���ְ����ϻ��������������������ֹ���ּ��ϡ� (2)��������ͷ��ĵײ��̷�һ�㾭����������ĺ�̲ϸɳ�࣬�����̲ϸɳ���Ŀ��һ��Ϊ�˽�Լϸ�����������������������������ԡ��ں�̲ϸ������һ����ࡣ����dz�ϸ�壬�����Լ��ѣ��������Ժܺõر���ĸ����ϸ���֣����ҿ�ʹ�������Ľ��������нϸߵĹ��ȡ���ľ�������̺õij�����ѹ��һ�������ݵ���ģ�������ֶ�ѹһЩ���dz�������ѹһЩ��ѹ������ģ����̫�����һ������ڳ�ģ������Ҳ�ɽ�Լ������������ģ����Ⱦ�����ͬ���Ա�֤�����Ľ������ָߵ�һ�¡���ģѹ��֮������Ͽ������ڣ��ٸ�����һ�������������������ɺ������ڽ����� (3)�����֡�ұͭ��ʹ���ͻ�����Ƴɵĸʹ�����ľ̿��ú��Ϊȼ�ϣ�ʹ�÷�����ȼ��Ч�����á�Ϊ�˼��ٸ�����ͭ���������ʹ���һ�㸲��һ���ľ����Ϊ��������㡣��ͭ���нϺ�չ���ԣ���Ӳ�Ƚϵͣ������ô�ͭ���ɵĻ��ֲ�̫������ӡˢ��Ϊ��ʹͭ�������㹻��ǿ����Ӳ�ȣ�����ʹ��ͭ������п�ĺϽ𡣴��й�ʹ������ͭ��п��ͭ����ʷ���Ʋ⣬����ͭ���ֵ��䷽һ���൱��ѧ��ͬʱ��˵��������ԡ������ʡ����������ֱ���ī�ԡ� �����۵�ϵ͵�����Ǧ��Ϊ����������ֵ�ԭ�ϣ�����ʹ�����Ƶĸʹ�������ͨ������Ҳ���Դ��������� ��ȡ��������Ϊ���ֽ����Ѿ�������֮������涨�ij�����н��������£������ͷ�ȡ�����֣����ð�ڣ��������IJ��֣��ٽ�ÿ���������������ɷ����ּܻ��ֹ������ء� 3.��������ӡˢ��ī������ ��������ӡˢʹ�õ�ī֭��������������̵������̵��Ƴɵ�ˮ��ī������ī��ˮ��ī���������й������ƾõ���ʷ�������췽�����ڵ�ɫ���ɫ���ӡˢһ�����������ܡ���ī�����죬�Ӽ�����˵��ӡ���������Щ������ķ����ǽ��̵�����ͨ�IJ��ͷ�����ĥ���Ϳ��Ժܷ�����Ƴ��ʵ�ϸ�塢����������н�ǿ��ճ�������ܺܺñ���ӡˢЧ������ī��ʵ�����������ī�����ڽ������ֻ�������ӡˢ��Ч���dz����롣Ȼ��ˮ��īҲ���Dz��������ڽ�������ӡˢ��ֻҪ��ˮ��ī�м��������Ľ�ʹī��Ƚ�ճ����Ҳͬ������ӡˢ�������Ϻõ���Ʒ���������������λ¼��š���˵��������ī��д����ʱ�ᵽ���Ի���������������Сˮ�ۼ���������������ĥ��īʱ�Խ�ˮ����������ɫ����??��������ˮ��ٹīŨ������ֹ������ͱ���������Ȼ֭�������ܽ�ʱ��Ũ����ˮ������ɡ�����ī�м�������ˮ��һ���˲���ķ���������ˮ��һ�ֵ��͵ı�����Լ�������ˮ��ī�У�����ʹˮ��ī֭����������нϺõĽ�������ټ������������ã�����ī��ȫ�������ڽ������ӡˢ�����Ծ����ʵ�������ˮ��ī������ī�������ڽ������ֵ�ӡˢ��ֻ���ں���ӡˢ�����ú���ӡī?����ӡī�Ƿ�Ҫ����������?���������о��� 4.�������ֵ��Ű�ӡˢ���� (1)�ϼܡ��������������ֹ�ĸߵͺʹ�С���������ֵ�����������ÿ��д����������ע�ϸ���������ŵ���������Ӧ��ƫ�Լ��ʻ��ȡ��̺õĻ��ּ�����Ļ���Ӧȫ�������ֹ��ϵ������������ŷţ����ɻ��ҡ�ȡ��ʱ�����ϡ�ƫ�ԡ��ʻ�������ң�����֮��������أ�ʮ�ֿ�ݡ���Ƨ֮�ֿ�������һС������Ҫ����з��࣬����������Ҳʮ�ֱ����� (2)�Ű档���ݻ��ֵĴ�С�������趨��������������������ͭ�̻�ľ�̣��ɼ����߶��մ�ӡ�鼮�����ֹ���ȡ������ֱ���������Ű棬Ҳ��ȡ�����ֺ��ȷ�����һ�����з���ڷţ�Ȼ���ٽ����Ű档�Ű�ʱ����ߵ�һ�п�ʼ������һ�з�һ��ƽֱ����Ƭ����Ƭ��ס���������ŵڶ��С�����ֱ��һ���������һ�����������̵��ұ���ľ�Ǽ�����ʹ���ֳ�Ϊһ����������塣�ǽ�ǰ���Բ��ֵ��ݻ���б������ֽƬ����Ƭ�ȵ�ƽ����֤ӡ��ƽ���� (3)�̰档�������ְ�Ĺ̰淽�������ý����ߴ����������ϵ�С��ϵ����ӡˢ̨�ϣ�Ҳ���������̵������ö�������С���ķ������й̶�����������������ҩ��һ���ճ�ϼ���������ճ��ӡˢ̨���ϡ� (4)ˢӡ�����ְ�̶���֮���������ˢպī�ڰ�����ˢī��ˢ��ī��ӡֽƽ����ӡ�����ϣ���ˢ����ֽ��ˢӡ��ӡ��֮��������ҳ��װ���ɲᣬ�������룬һ�����ӡˢ��ϡ� ���δ�����ͭ��ӡˢ������������ͭ����ӡˢ�Ĵ���Ӧ�ã����ִ�ͭ���鼮��ӡˢ�������ɼ��й�����Խ������ֵ�ӡˢ���Ե��˽⣬���ڽ���ӡˢ�����ϵĽ�������������������ȱ��Ŀǰ�Խ������ֵ�����������ӡˢ��ī�����ʻ��˽����٣��������ݶ�����ģ��ʵ��Ĺ��̽��б�������������ʵ������̶���Σ������ڶ�ר��������������о��� |
||||||||||||||||||||
|